Here comes Dual Extrusion 3D Printing Module for Snapmaker 2.0
Pre-order will start on Sep 27.
Hi makers,
Dual Extrusion 3D Printing Module for Snapmaker 2.0 will be launched on Sep 27. In this article, we would like to share all the good things about this powerful module. Read on to find out!

10+ Combo of Materials
Dual extrusion opens up a world of possibilities. A sophisticated print with fine details. A gadget that combines PVA and TPU. A dual color little thing that your kid has been dying to have. You name it.
The two separate nozzles can heat up to 300°C so you can play with a wider range of materials. We all know what a pain removing support materials can be. Don’t let it ruin your fun. Throw in a spool of water-soluble PVA filament and watch your print emerge from water like the beauty it’s meant to be. You can do the same with HIPS and breakaway support, with a little help of oil or none.
Plus, with the hot end easily removable in 5 seconds, engineering materials such as PA-CF and PA-GF can be added to the picture as well. Luban will automatically recognize the hot end you use and get printing parameters ready for use.
P.S. A roll of breakaway filament (500g) and one filament holder will come with your purchase of the Dual Extrusion 3D Printing Module for Snapmaker 2.0. You can enjoy the fun of multi-material printing right after receiving this module!
Flawless Extrusion, 20mm³/s Flow Rate and High Quality Prints
What about print quality, you might ask. It has to do with the inner structure of the module. The 7.5:1 planetary gears transmit power from the motor with much greater torque, which allows us to use relatively small motors to achieve the needed pulling force. Shedding unnecessary weight will in turn result in a much smaller motion of the tool head at the same rate of acceleration, thus keeping the same printing precision as the single extrusion module.
Meanwhile, the 68-teeth gears with a 12mm diameter allow for sufficient contact surfaces with the filament they are pulling in, applying steady force so that neither too much nor too little filament will come out of the nozzle. To sum up, the killer combination of stepper motor, planetary gear, and dual extrusion gears for each hot end leads to a flawless extrusion with 20mm³/s flow rate and high quality printing results.

4-Fan Cooling System for Heat Sink and Prints
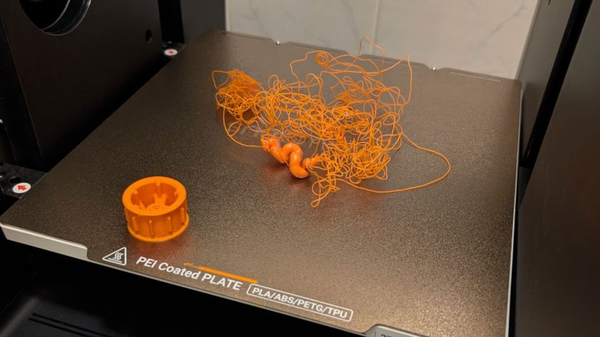
The second pain other than removing support, has to be picking filament debris out from a jammed nozzle. Hopefully, you won’t have to deal with it for a long time with the Dual Extrusion Module. Each hot end has a dedicated fan blowing much needed wind from a blower, preventing your filament from melting prematurely in the heat sink, which invariably ends up clogging the hot end.
Another set of fans are located at the bottom right and left. They will keep your nozzles and prints cool. So whether you are putting a bold overhang, or with ABS/PA, dive in head first; you can adjust the fan speed later.
3s Electronic Driven Hot End Switch
Switching can be time-consuming on other dual extrusion printers. So how do 2 hot ends work on 1 toolhead in our Dual Extrusion Module?
Initially, we thought, why not lift the toolhead up and bump it against a lever and there your hot end goes. That is until we were appalled by the thudding sound it makes every time one hot end needs to be switched to the other.
So, the classy and efficient way is to switch with a motor. When your g-code tells the motor it’s time to change the hot end, the motor will ask the linear rail to do the heavy lifting. Then the hot end gets changed, and the printing continues. This is done within 3 seconds, with a repeatability of 0.012 mm.
Muti-sized Nozzle Compatibility
To make things even faster, you can tune your settings a bit more with each nozzle size in Luban. Print the shell at a lower speed with the 0.2 mm-nozzle hot end, so it’s not only sturdy but looks fine on the outside. Print the infill with 0.6 or 0.8 mm-nozzle hot end, because they are way quicker. The touchscreen also allows you to adjust mid-printing some basic parameters such as printing speed, temperature, and flow rate, which enables you to experiment freely with each different hot end.
Auto Levelling
Don’t worry if you lose your calibration card. On your heated bed, from the first point to the last, the proximity sensor in the module obtains data for each of them and they will be automatically processed by the controller. No need to worry about Z height calibration either. Optoelectronic switch will do it for you. *Snapmaker 2.0 Dual Extrusion 3D Printing Module features both proximity switch and optoelectronic switch. Yet, the optoelectronic switch is only used for Z Offset Calibration. If the optoelectronic switch is also applied to Mesh Bed Leveling, the platform of 2.0 will slightly warp after the nozzle touches the build plate, further decreasing the accuracy of Mesh Bed Leveling. This also means glass plate is only compatible with 2.0 in the situation of manual leveling.
Power-loss and Filament Run-out Recovery
Power-loss and Filament Run-out Recovery are also supported by Dual Extrusion Module. Follow the steps on the touchscreen, and the recovery will follow.
If printing with only one nozzle, the operating nozzle will stop working once filament run-out is detected, while the non-operating nozzle won’t interrupt the machine. If printing with both nozzles, the machine will be off once filament run-out is detected in one of the nozzles.
Pre-order will be available on Sep 27 in our Official Store. During the pre-order period, you can get the Dual Extrusion Module for 399 USD, including free shipping via international air transport, rather than the MSRP, which is 599 USD. On top of that, if you purchase the Dual Extrusion Module during Sep 27 - 30, you can get it for 369 USD! Save the date and enjoy up to $230 off!
* For prices in other currencies, please refer to the product page in our online store. The prices may vary by region because of applicable taxes and shipping fees.